the marriage of job-to-machine had to be reconsidered. Pre- setting and quick changes had come of age and shops like EDM LABS became the prime beneficiaries.
e have made most of our purchasing deci-
sions based on the flexibility and capacity
of the equipment so that we can get maxi- mum productivity and versatility from them." Wenzel ex- plains, "For example, our Mitsubishi 110 SZ, combined with System 3R tooling and EDM Performance Accessories flush cups gives us maximum power and versatility. We can run
at optimum speed and productivity without sacrificing qual- ity and accuracy."
Planning ahead is very important in a two man shop. To save operator time, EDM LABS uses 3R to pre-qualify tool- ing and part locations, input all of that information into a program, and achieve a level of automation for unattended machining. All of this preparation is done while the machine is working on other jobs. "This keeps us up and running at top efficiency," he explains.
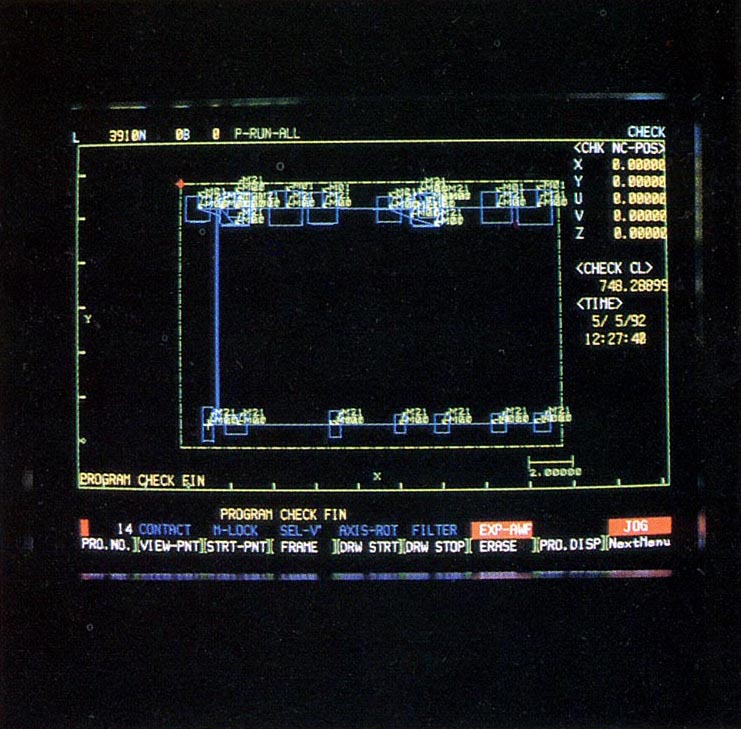
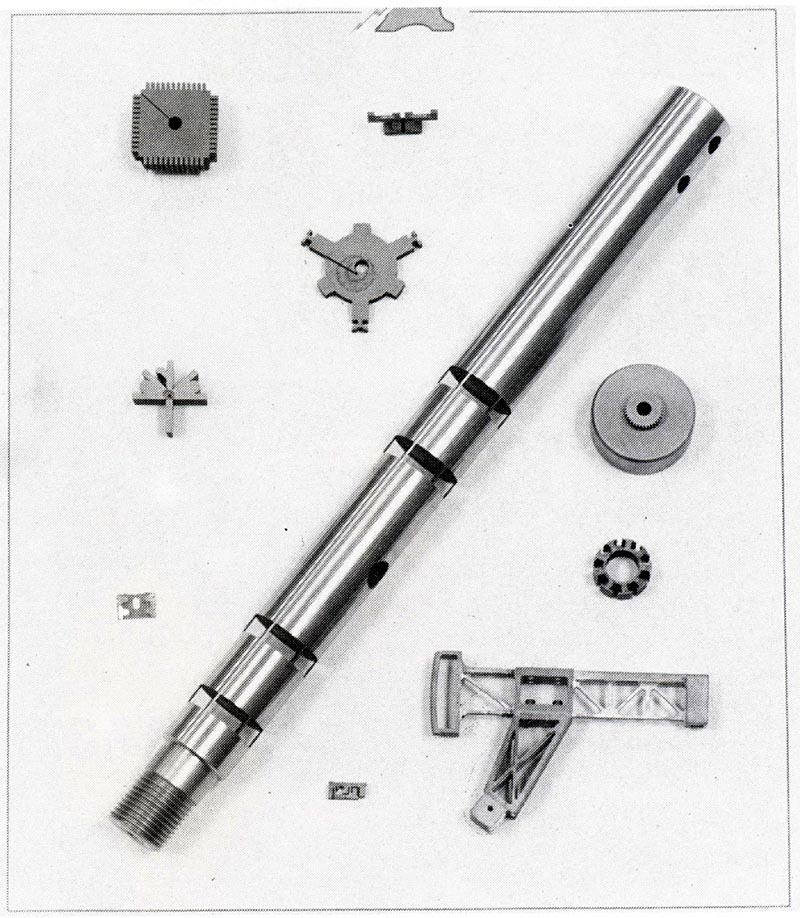
Another example of maximizing the machines capability is cutting multiple parts. In this job shown (photo 2), using the 3Ruler system, Wenzel was able to set up and cut eight completely different parts at once. He says, "Without the set up shown here, we would have probably only been able to cut up to four parts at a time. The 3Ruler allows us to be extremely accurate. It was as close as .0001" - it might have been closer, but .0001" is as close as we could measure it at that distance."
nowing how to get the best results for the job,
of course, is very important but having the
best combination of equipment is the key, Wenzel notes. On the fine surface cut shown here, EDM LABS had a carbide punch that needed the finish to be 5 rms. Several machine manufacturers offer special circuitry for creating very fine surface finishes. With its modular design, 3R tooling is easily adapted to ceramic isolation, a key re- quirement to maximize this machine feature.
"We put this job on our Mitsubishi 90 HA AWF FS ma- chine with a special adapter to isolate the piece using the 3R Supervise," he explains. Using this set up EDM LABS could isolate the workpiece and control the power via the cables to achieve the necessary finish. "This method enabled us to keep it from micro cracking and keep the re-cast layer down to .0001".
hen you are doing a production job, time
saved is the most important factor," he
says. Using the System 3R precision dove- tail strip is one way EDM LABS save time. This tooling acts as a base reference element for any fixture and can be quickly changed with .0001" accuracy. This feature also provides a common denominator between different makes or models of machines, allowing part to be transported from one machine to the next with the same high degree of accuracy.
"When you are doing a production job, time saved is the most important factor." Wenzel adds, "We used the 3R Lob- ster Claw in this job (photo) because repeatability was the important factor. Once you picked it up, they all simply re- peated."
We would like to wish this aggressive shop the best of luck for the future and hope that through their hard work and care- ful planning they become another American success story.
home
![]() BACK
TO ARTICLES
BACK
TO ARTICLES
Page 3